| Product Name | ZX Series XRT Ore Sorting Machine |
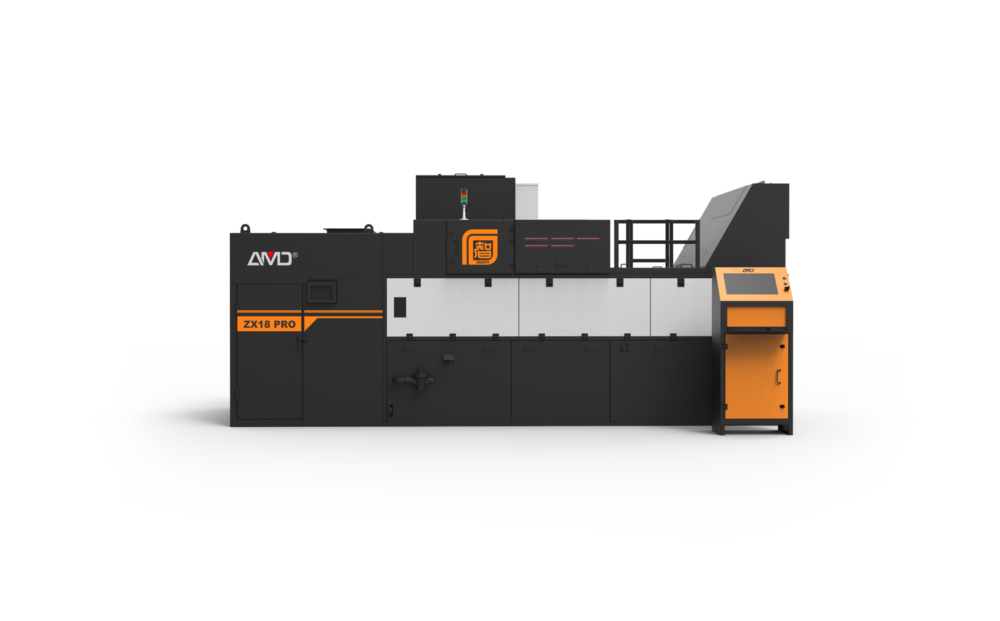
| Model | ZX18 PRO |
| SENSOR TECHNOLOGY | XRT detection |
| Detection Width(mm) | 1800 |
| Capacity (t/h) | 50-70 |
| Air Consumption (m/min) | 20-26 |
| Ore Diameter (mm) | 15-50 |
| Belt Speed (m/s) | 3-4 |
| Dimension (mm) | 7480*2957*2762 |
| APPLICATION | Large-scale production: pre-discard waste, concentrate recycling, and low-grade ore concentrating Pre-sorting and discharging waste of the suitable size ore after the medium and fine crushing, and before entering the mill |
ZX18 Pro XRT Ore Sorting Machine is a high-capacity sensor-based sorting system designed for the pre-concentration of metallic and non-metallic ores.
Using advanced X-Ray Transmission (XRT) technology combined with AI-powered recognition algorithms, the machine analyzes density differences inside each particle and separates valuable ore from waste rock before grinding and flotation.
By removing barren material at an early stage, mining operations can significantly reduce energy consumption, lower processing costs, increase feed grade, and improve overall plant profitability.
Traditional beneficiation plants often spend large amounts of energy grinding waste rock.
The ZX18 Pro removes low-value material before it reaches downstream processes, helping operators feed higher-grade ore into grinding, flotation, magnetic separation, or leaching circuits.
Every ton of waste removed before milling translates directly into lower:
This results in a more sustainable and cost-efficient mining operation.
Unlike conventional ore sorters designed for medium throughput, the ZX18 Pro is engineered for industrial-scale operations.
Its 1800 mm sorting width and processing capacity of up to 70 tons per hour allow continuous operation in large beneficiation plants.
The system uses X-Ray Transmission technology to detect differences in atomic density and material composition inside each ore particle.
Unlike conventional optical sorting systems that rely only on color differences, XRT technology can identify minerals even when surface appearance is similar.
The intelligent recognition system continuously analyzes mineral characteristics and optimizes sorting decisions through deep-learning algorithms.
This enables reliable identification of:
The machine utilizes a high-frequency air valve system capable of rapid response sorting.
This ensures accurate separation while maintaining high throughput and stable performance.
The ZX18 Pro can be used across a wide range of mining operations.
Remove barren rock before milling.
Upgrade low-grade ore before beneficiation.
Recover valuable minerals from historical tailings.
Improve recovery rates from marginal ore deposits.
| Item | ZX18 Pro |
| Detection Width | 1800 mm |
| Capacity | 50–70 t/h |
| Ore Size Range | 15–50 mm |
| Sorting Speed | 20–26 t/h |
| Air Consumption | 3–4 m³/min |
| Weight | 10,600 kg |
| Machine Dimension | 7480 × 2957 × 2762 mm |
The ZX18 Pro operates under strict radiation safety standards.
The XRT system is fully shielded, and radiation leakage remains below 1 μSv/h, ensuring safe operation for personnel working around the equipment.
Every ore body is different.
Before project implementation, our engineering team can conduct laboratory and pilot-scale sorting tests to determine:
A customized sorting solution will then be developed according to your ore characteristics and production targets.
Looking for a reliable XRT ore sorting solution for your mining operation?
Our engineers can evaluate your material and provide a customized sorting report based on your ore type, particle size, throughput requirements, and recovery targets.