Recycling sorting equipment refers to automated systems that identify, separate, and recover recyclable materials using advanced sensor technologies such as Near-Infrared (NIR), optical cameras, artificial intelligence (AI), lasers, and X-ray detection. These systems play a critical role in transforming mixed waste into high-value recyclable materials that can be reused in new manufacturing processes.
As recycling standards continue to rise worldwide, separating recyclable materials has become far more complex than simply sorting plastic, paper, and metal. Today’s recycling facilities process thousands of tons of mixed waste every day, and achieving high-purity recycled plastics requires far greater precision than manual sorting can deliver.
Whether processing post-consumer bottles, rigid packaging, industrial scrap, or engineering plastics, advanced recycling sorting equipment combines intelligent sensors, real-time image processing, and high-speed air ejection systems to identify different materials within milliseconds. The result is higher recovery rates, improved product purity, lower labor costs, and greater profitability throughout the recycling process.
For companies planning to invest in a plastic recycling line, understanding how recycling sorting equipment works—and knowing which technologies best match different applications—is essential. This guide explains the major sorting technologies, equipment types, purchasing considerations, and future industry trends to help recyclers choose the right solution with confidence.
Why Recycling Sorting Equipment Has Become Essential
The recycling industry has changed dramatically over the past decade.
Governments are introducing stricter recycling regulations, while consumer brands continue increasing their commitments to recycled content. At the same time, manufacturers purchasing recycled resin expect consistent material quality that can compete with virgin plastic in demanding applications.
These market expectations have created new challenges for recyclers.
Mixed plastic waste often contains dozens of different materials, including PET, HDPE, LDPE, PP, PVC, ABS, PS, multilayer packaging, labels, metals, rubber, wood, and organic contaminants. Even a small amount of unwanted material can reduce the value of an entire batch or prevent it from meeting food-grade or premium-quality specifications.
Traditional manual sorting is no longer capable of meeting these demands. Human operators inevitably become fatigued during repetitive work, while sorting accuracy varies between shifts. Conventional mechanical separation methods remain useful for removing oversized objects or separating materials by size and density, but they cannot reliably distinguish between polymers with nearly identical appearances.
This is where recycling sorting equipment creates significant value.
Instead of relying on visual inspection alone, sensor-based sorting systems examine every individual object traveling across the conveyor belt. Within milliseconds, the system determines the material type, color, density, or other physical characteristics before activating precision air valves that separate the target material into the appropriate collection stream.
The entire process operates automatically and continuously, allowing recycling facilities to process several tons of material every hour while maintaining consistently high sorting accuracy. For many recyclers, this technology has become the foundation for producing higher-value recycled plastics while reducing labor costs and improving overall plant efficiency.

How Recycling Sorting Equipment Works
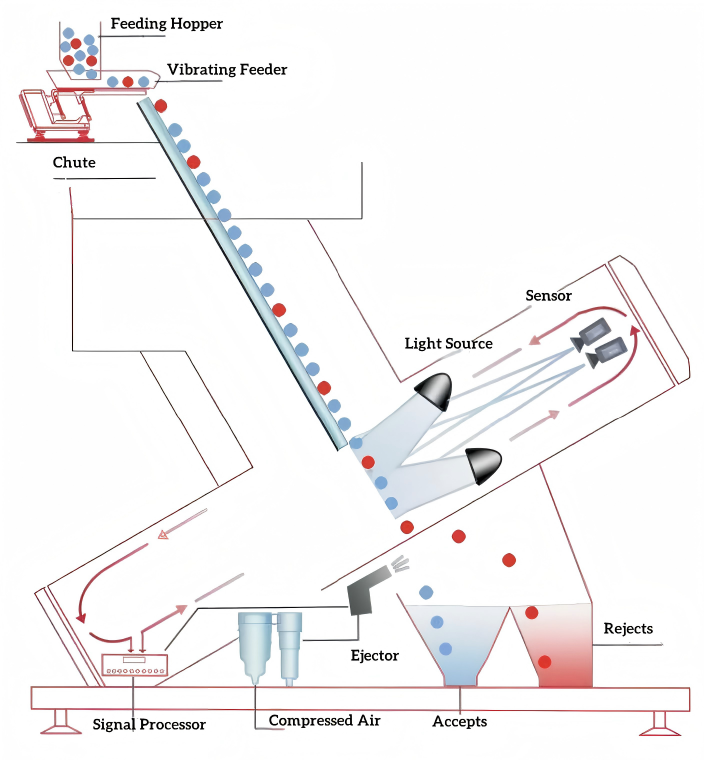
Although recycling sorting equipment is available in many different configurations, most sensor-based systems follow the same four-stage workflow.
Mixed Materials → Feeding → Sensor Detection → Intelligent Analysis → Air Ejection → Separated Products
Understanding this process helps explain why advanced sorting systems achieve significantly higher purity than conventional mechanical separation.
Step 1: Material Feeding
The sorting process begins with proper material presentation.
Mixed recyclable materials are evenly distributed across a high-speed conveyor belt or vibrating feeder, creating a single, well-spaced layer before entering the inspection area.
Uniform feeding is essential because overlapping objects can reduce detection accuracy. Many recycling plants therefore install singulation equipment ahead of the sorter to ensure each bottle, flake, or plastic fragment can be scanned individually.
The feeding system also varies according to the application. Whole bottles and rigid containers are typically transported on conveyor belts, while washed plastic flakes often use gravity-fed chutes designed to maintain stable flow and maximize inspection accuracy.
Step 2: Material Identification
Once materials enter the inspection zone, multiple sensors analyze every object in real time.
Each sensor is designed to recognize different physical characteristics, and combining several technologies often produces the highest sorting accuracy.
Near-Infrared (NIR) Sensors
Near-Infrared technology identifies plastics by analyzing how different polymers reflect infrared wavelengths.
Because every polymer has its own spectral signature, NIR systems can accurately distinguish materials such as:
- PET
- HDPE
- LDPE
- PP
- PVC
- ABS
- PS
- Many other engineering plastics
This makes NIR technology the foundation of most plastic polymer sorting systems.
One important limitation is black plastic. Traditional NIR sensors struggle to identify plastics containing carbon black because the pigment absorbs infrared light rather than reflecting it. To overcome this challenge, newer systems increasingly combine hyperspectral imaging, Mid-Wave Infrared (MWIR), artificial intelligence, and enhanced optical technologies to improve the detection of black polymers.
Visible-Light Cameras
RGB cameras analyze visible characteristics rather than polymer composition.
They are widely used to separate:
- Clear PET bottles
- Blue PET bottles
- Green PET bottles
- Mixed-color plastics
- Printed labels
- Surface contamination
Color sorting is often combined with NIR identification to improve both purity and recovery rates.
Artificial Intelligence Vision Systems
Artificial intelligence adds another layer of decision-making.
Instead of relying solely on predefined color or spectral thresholds, AI algorithms evaluate complex visual information, including shape, texture, contamination, deformation, and packaging characteristics.
This allows the system to recognize materials that conventional image-processing software may incorrectly classify, particularly when processing heavily contaminated or irregular waste streams.
Multi-Sensor Fusion
Many high-performance recycling sorting systems no longer depend on a single detection technology.
Instead, they integrate multiple sensors—including NIR, RGB cameras, ultraviolet imaging, laser detection, and AI-based software—into one platform.
By combining different sources of information, these systems can achieve higher identification accuracy across increasingly complex recycling applications.
Step 3: Intelligent Decision Making
After the sensors identify each object, onboard software immediately determines whether it belongs to the target material stream.
This decision takes only milliseconds.
Instead of simply asking whether an object is PET or not, advanced sorting software can classify multiple polymers simultaneously, recognize contaminants, distinguish food-grade materials from lower-value plastics, and apply customized sorting rules based on the recycler’s production goals.
This capability is particularly valuable when processing mixed household plastics, rigid packaging, automotive plastics, electronic waste, or industrial recycling streams containing numerous polymer types.
Step 4: High-Speed Air Ejection
Once the material has been identified, it reaches an array of precision air valves positioned at the end of the inspection zone.
Each valve releases a carefully timed burst of compressed air, ejecting only the selected object into a separate collection channel while allowing the remaining material to continue along the conveyor.
Because the timing is accurate to just a few milliseconds, thousands of sorting actions can occur every minute without interrupting production.
The speed and precision of the air ejection system are critical to overall performance. High-quality valve systems improve recovery rates, reduce false rejects, and help maintain consistent sorting accuracy during continuous operation.
The Main Types of Recycling Sorting Equipment
Not all recycling sorting equipment is designed for the same purpose. Different technologies solve different recycling challenges, and selecting the right equipment depends on the material being processed, the required purity level, and the final application.
| Equipment Type | Primary Function | Best Applications |
| Optical Color Sorter | Separates materials by visible color | PET bottles, PET flakes, color purification |
| NIR Plastic Sorter | Identifies polymers by spectral signature | PET, HDPE, PP, PVC, ABS, PS and mixed plastics |
| X-Ray Sorter (XRT/XRF) | Detects density or elemental composition | PVC removal, flame-retardant plastics, WEEE |
| Triboelectrostatic Sorter | Separates plastics using electrostatic charge | Similar-density polymers such as ABS/HIPS |
| AI Robotic Sorter | Uses computer vision and robotic arms for object picking | Bulky waste, cardboard, wood, pre-sorting and quality control |
Different recycling plants often combine several of these technologies into a single production line to achieve the highest possible recovery rate and product purity. Modern integrated systems can sort materials by polymer type, color, density, and shape in a continuous automated process, making them an essential component of high-efficiency plastic recycling facilities.

Applications of Recycling Sorting Equipment Across the Recycling Industry
The use of recycling sorting equipment spans a wide range of industries, from municipal solid waste processing to high-end industrial recycling lines. As material streams become more complex, automated sorting has become essential for recovering valuable resources at scale.
Different applications require different sorting configurations, but the goal remains the same: improve material purity while maximizing recovery efficiency.
PET Bottle Recycling
PET bottle recycling is one of the most established applications for recycling sorting equipment. However, achieving food-grade quality requires extremely high purity levels.
In PET recycling lines, sorting systems are typically used to:
- Separate PET from HDPE, PP, and PVC contamination
- Remove colored bottles from clear PET streams
- Eliminate labels, caps, adhesives, and metal fragments
- Upgrade post-wash PET flakes before extrusion
Even small contamination levels can significantly reduce PET market value. For this reason, many recyclers rely on multi-stage sorting systems that combine NIR identification with color sorting to ensure stable output quality.
High-purity PET flakes can then be used in beverage bottles, polyester fiber production, food packaging, and thermoforming applications.
Mixed Plastic Recycling
Mixed plastic waste represents one of the most challenging recycling streams due to its variability and contamination level.
This material often includes household plastics, packaging waste, and post-consumer items that contain multiple polymer types mixed together.
Advanced recycling sorting equipment enables automatic separation of:
- PET
- HDPE
- LDPE
- PP
- PVC
- ABS
- PS
- PA
- PC
- PMMA
By separating these materials into individual streams, recyclers can significantly increase the economic value of what would otherwise be low-grade mixed waste.
Instead of selling blended plastic at a low price, facilities can produce multiple high-value fractions suitable for different downstream industries.
Engineering Plastic Recovery
The demand for recycled engineering plastics is growing rapidly in automotive, electronics, and appliance manufacturing.
However, these materials are significantly more difficult to sort because they often have similar visual characteristics but different molecular structures and physical properties.
Multi-sensor recycling sorting equipment plays a critical role in identifying and separating:
- ABS
- HIPS
- PS
- PC
- PA
- PMMA
- POM
These materials are commonly found in electronic housings, automotive interiors, and industrial components.
By recovering engineering plastics at high purity, recyclers can enter higher-value markets where quality requirements are strict and price premiums are significantly higher than standard plastic recycling streams.
Plastic Flake Purification
After shredding and washing, plastic flakes often still contain residual contamination that cannot be removed through mechanical processes alone.
Flake sorting systems provide a final purification step that significantly improves product quality.
Typical contaminants removed include:
- PVC flakes
- Colored flakes in clear PET streams
- Burned or degraded materials
- Aluminum and metal fragments
- Rubber and wood particles
- Paper and label residues
- Foreign polymer contamination
This stage is especially important for PET and engineering plastic recycling, where even trace contamination can affect melt quality, color consistency, and end-product performance.
For many recyclers, flake sorting is the final step that determines whether their material qualifies for premium-grade applications.
How to Choose the Right Recycling Sorting Equipment
Selecting the right recycling sorting equipment is one of the most important investment decisions in a recycling plant. The correct configuration can significantly improve profitability, while the wrong choice can limit production efficiency and material quality.
Below are the key factors buyers should evaluate before making a decision.
1. Define Your Material Stream Clearly
The first step is understanding exactly what type of material will be processed.
Important questions include:
- Are you sorting whole bottles, shredded flakes, or mixed waste?
- Is the input post-consumer or industrial scrap?
- What level of contamination is expected?
- Which polymers must be recovered for maximum value?
Different material types require different sensor configurations and mechanical designs.
2. Match Capacity to Production Requirements
Throughput capacity directly affects plant efficiency.
If the system is undersized, it becomes a production bottleneck. If it is oversized, capital cost and energy consumption increase unnecessarily.
A well-designed system should balance:
- Current production needs
- Future expansion potential
- Material variability
- Operating efficiency
Most modern recyclers prefer scalable systems that allow future upgrades without replacing the entire line.
3. Evaluate Sorting Accuracy and Stability
Sorting performance should not only be measured in laboratory conditions but also in real production environments.
Key indicators include:
- Purity level of final output
- Recovery rate (yield)
- False reject rate
- Long-term stability during continuous operation
- Sensitivity to feedstock variation
Stable performance over long operating cycles is often more important than peak theoretical accuracy.
4. Review Automation and Software Capability
Modern recycling facilities increasingly rely on intelligent automation systems rather than manual adjustments.
Advanced features may include:
- Automatic calibration
- AI-assisted sorting optimization
- Real-time production monitoring
- Remote diagnostics and maintenance alerts
- Recipe-based material switching
- Cloud-based performance analytics
These functions reduce operator workload while improving consistency and reducing downtime.
5. Consider Total Lifecycle Cost
The true cost of recycling sorting equipment extends beyond initial purchase price.
Key cost factors include:
- Energy consumption
- Air compressor usage
- Maintenance frequency
- Spare parts availability
- Software upgrades
- Operator training requirements
A well-designed system should deliver low operating cost and high long-term stability rather than just low upfront investment.
Future Trends in Recycling Sorting Equipment
The recycling industry is moving toward more intelligent, automated, and data-driven systems.
Several key trends are shaping the next generation of sorting technology:
Artificial Intelligence Enhancement
AI is increasingly used to improve recognition of complex, contaminated, and mixed materials. Instead of relying only on fixed spectral rules, AI systems continuously learn from production data.
Multi-Sensor Integration
Future systems will rely more heavily on sensor fusion, combining:
- NIR spectroscopy
- RGB imaging
- Laser detection
- UV inspection
- Hyperspectral imaging
This improves accuracy across diverse waste streams.
Smart Recycling Plants
Sorting equipment is becoming part of fully connected production systems. Data from machines is now used to:
- Optimize throughput
- Predict maintenance needs
- Reduce downtime
- Improve recovery rates
This shift aligns recycling with Industry 4.0 manufacturing principles.
As global demand for high-quality recycled plastics continues to grow, intelligent recycling sorting equipment will play an even more important role in enabling efficient, scalable, and profitable recycling operations.
FAQs
What is recycling sorting equipment used for?
It is used to automatically separate recyclable materials such as plastics, metals, and composites using sensor-based technologies like NIR, AI vision, and X-ray detection.
Can one system handle different plastic types?
Yes. Most modern systems can separate multiple polymers in a single pass or through adjustable sorting settings depending on the production requirements.
What purity levels can be achieved?
High-quality systems can achieve 95%–99% purity depending on feedstock quality, configuration, and operating conditions.
Is AI necessary in recycling sorting equipment?
AI is not always required, but it significantly improves recognition accuracy, especially for contaminated or complex waste streams.
How long does a sorting system last?
With proper maintenance, industrial recycling sorting equipment typically operates for many years. Lifespan depends on usage intensity, material type, and maintenance quality.
Final Thoughts
As recycling standards continue to rise, recycling sorting equipment has become a critical foundation for producing high-value recycled materials. The ability to accurately identify and separate plastics directly determines product quality, operational efficiency, and overall profitability.
Instead of focusing only on machine specifications, successful recyclers evaluate the complete system—including sensor technology, automation capability, scalability, and long-term service support.
A well-designed sorting solution not only improves material purity but also transforms mixed waste into profitable resource streams, helping recycling plants remain competitive in an increasingly demanding global market.
For operations planning to upgrade or build a new recycling line, working with an experienced engineering partner ensures that the system is correctly matched to material conditions, production goals, and future growth requirements.