As industries demand higher efficiency, better product quality, and more sustainable processing methods, automated sorting technology has become increasingly important. Optical sorting is one of the most advanced approaches for separating materials, helping companies improve sorting accuracy, reduce manual labor, and achieve consistent output quality.
Optical sorting is an automated separation technology that uses optical sensors, cameras, image processing systems, and intelligent software to identify and separate materials based on their characteristics. Unlike traditional manual sorting or mechanical separation methods, an optical sorting machine can analyze individual objects in real time and make automatic sorting decisions with high precision.
During operation, materials move through the detection area on a conveyor belt or sloped chute. Optical sensors capture detailed information about each item, including color, shape, transparency, surface characteristics, and material composition. The system then processes this information and activates precision air ejectors to remove unwanted materials while allowing qualified materials to continue through the production line.
Modern optical sorting machines are widely used in industries such as plastic recycling, food processing, agriculture, and mineral processing. In plastic recycling applications, advanced sorting systems can identify different polymers, separate mixed materials, and remove contaminants to improve recycled material purity. Technologies such as RGB cameras, near-infrared (NIR) sensors, and AI-based recognition systems allow modern optical sorters to achieve higher accuracy than traditional sorting methods.
For companies considering an investment in sorting equipment, understanding the development and working principles of optical sorting technology is essential. Different applications require different sensor combinations, so selecting the right solution depends on material characteristics, production requirements, and desired output quality.
The Evolution of Sorting Technology: From Manual Separation to AI-Powered Optical Sorting
Sorting technology has experienced significant development over the past decades. From manual inspection to intelligent sensor-based systems, each stage of innovation has improved processing speed, accuracy, and material recovery efficiency.
Understanding this evolution helps explain why optical sorting has become a critical technology for modern recycling and industrial processing.
Manual Sorting: The Traditional Approach to Material Separation
The earliest sorting processes relied mainly on human workers who inspected materials visually and separated unwanted items by hand.
Manual sorting provided flexibility because workers could make decisions based on experience. However, as production volumes increased, this method became difficult to maintain.
The main limitations included:
- Low processing speed
- High labor requirements
- Inconsistent sorting results
- Difficulty detecting small contaminants
For large-scale recycling facilities and industrial production lines, manual sorting could no longer meet the demand for higher efficiency and stable quality.
Mechanical Sorting: Improving Efficiency Through Physical Separation
To increase processing capacity, industries developed mechanical sorting systems that separated materials according to physical properties such as size, weight, density, and magnetic characteristics.
Common examples include:
- Screening systems for size separation
- Air separators for lightweight materials
- Magnetic separators for metal removal
Mechanical sorting significantly improved efficiency compared with manual operations. However, these systems had limitations because they could only separate materials based on physical differences.
For example, different plastic types may have similar sizes and weights but completely different chemical compositions. Mechanical systems cannot reliably distinguish between polymers such as PET, PP, and PE when their physical characteristics are similar.
This limitation created the need for more advanced sorting technologies capable of identifying materials beyond their visible appearance.
Optical Sorting: Intelligent Material Recognition
The introduction of optical sensors represented a major step forward in sorting technology. Instead of relying only on physical characteristics, optical sorting machines could analyze visual and spectral differences between materials.
Early optical sorting systems mainly focused on visible characteristics such as color and shape. These systems were widely used in industries where appearance differences determined product quality.
However, modern industrial applications require more advanced identification capabilities. Materials with similar colors or appearances may have completely different compositions, especially in plastic recycling.
To overcome these challenges, modern optical sorting technology combines multiple detection methods, including high-resolution imaging, NIR spectroscopy, and artificial intelligence.
These technologies allow sorting systems to recognize materials more accurately and provide higher-purity output for demanding applications such as plastic recycling and resource recovery.

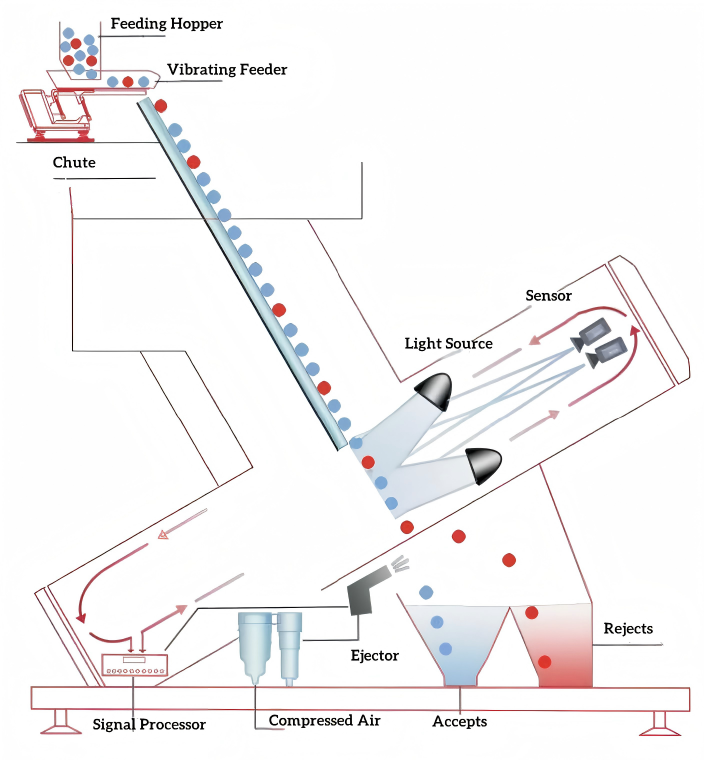
How Does Optical Sorting Work?
Understanding how optical sorting works is important for companies evaluating automated sorting equipment. Although different manufacturers may use different sensor configurations and software systems, most optical sorting machines follow the same basic principle:
Detect materials → Analyze characteristics → Make sorting decisions → Separate target materials
By combining high-speed detection hardware with intelligent software, modern optical sorting systems can process thousands of objects in a short period of time while maintaining consistent sorting accuracy.
Step 1: Material Feeding and Controlled Presentation
The optical sorting process begins when materials enter the sorting machine through a controlled feeding system.
A stable and evenly distributed material flow is essential because sensors need a clear view of each individual object. Depending on the application, optical sorting machines may use different feeding methods:
Chute-type feeding systems use gravity to move materials through a sloped channel. This method is commonly used for small and lightweight materials such as plastic flakes, grains, and seeds.
Belt-type conveyor systems provide a more controlled material flow and are suitable for larger or irregular objects, including plastic bottles, packaging materials, and mineral particles.
For recycling applications, effective material presentation is especially important because incoming streams often contain:
- Mixed plastic types
- Different colors and shapes
- Foreign materials
- Dust and surface contamination
A well-designed feeding system improves detection accuracy and helps the machine maintain stable performance during continuous operation.
Step 2: Optical Detection and Image Capture
After materials enter the detection area, optical sensors scan each object at high speed.
Depending on the sorting application, different sensing technologies may be used.
RGB Camera Detection: Identifying Visible Differences
Cameras capture visible light information and analyze characteristics such as:
- Color differences
- Shape variations
- Surface defects
- Foreign objects
RGB vision technology is effective when visible appearance determines sorting requirements.
For example, in plastic recycling, RGB cameras can identify colored materials, remove unwanted visual contaminants, and separate products according to appearance.
However, visual inspection alone cannot identify every material difference. Some plastics may have similar colors while requiring completely different recycling processes. This is where additional technologies such as NIR detection become important.
Near-Infrared (NIR) Technology: Identifying Material Composition
NIR technology expands optical sorting capabilities beyond visible appearance.
Instead of analyzing only color, NIR sensors detect the unique spectral response of different materials. Because different polymers absorb and reflect infrared light differently, NIR systems can identify materials with similar appearances but different chemical compositions.
In plastic recycling, NIR detection allows sorting machines to distinguish polymers such as:
- PET
- HDPE
- PP
- PE
This capability is essential for producing higher-purity recycled materials and improving the value of recovered plastics.
Step 3: Image Processing and AI-Based Recognition
After sensors collect visual and spectral data, the sorting system processes the information using advanced algorithms.
Traditional sorting systems often relied on fixed detection parameters. Modern optical sorting machines increasingly use artificial intelligence and machine learning to improve recognition performance.
AI-powered sorting systems can analyze complex patterns and adapt to changing material conditions. This helps identify:
- Irregularly shaped materials
- Small contaminants
- Difficult-to-recognize objects
- Mixed or inconsistent input materials
For recycling facilities, this adaptability is valuable because waste streams are rarely identical. Material conditions can change depending on collection sources, processing stages, and contamination levels.
By combining AI algorithms with sensor data, modern optical sorters can achieve more stable performance and reduce unnecessary rejection of valuable materials.
Step 4: Sorting Decision and Signal Processing
Once the system identifies a target or unwanted material, the sorting software determines whether the object should be accepted or rejected.
The decision process depends on:
- Material type
- Sorting requirements
- Desired purity level
- Production objectives
For example, a plastic recycling facility may configure the system to remove non-PET materials from a PET stream, or separate different polymer categories from a mixed plastic input.
Advanced optical sorting machines allow operators to adjust sorting parameters according to changing production requirements, making the equipment suitable for different applications and material conditions.
Step 5: Precision Separation Using Air Ejectors
After the sorting decision is made, the machine performs physical separation through high-speed air ejectors.
Modern optical sorters use rows of precision solenoid valves that release controlled bursts of compressed air. These air pulses redirect selected materials into a reject area, while acceptable materials continue through the main production flow.
Because materials travel at high speed, the timing of air ejection must be extremely accurate. Even a small delay can affect sorting performance.
For this reason, advanced optical sorting systems combine:
- Fast-response valves
- Accurate object tracking
- Intelligent control software
This allows the machine to achieve high-speed separation while maintaining product quality and processing efficiency.
Key Technologies Behind Modern Optical Sorting Machines
The performance of an optical sorting machine depends on the combination of sensor technology, image processing capability, and intelligent software. Different industries require different configurations based on their materials and quality goals.
RGB Vision Technology: Sorting Based on Visible Characteristics
RGB vision remains one of the most commonly used technologies in optical sorting.
By capturing detailed images of materials, RGB cameras can identify differences in:
- Color
- Size
- Shape
- Surface condition
This technology is particularly useful for applications where visible characteristics determine product quality, such as color separation and surface defect removal.
NIR Spectroscopy: Separating Materials with Similar Appearance
NIR spectroscopy is one of the most important technologies for modern plastic recycling.
Unlike RGB cameras, NIR sensors analyze the internal material characteristics reflected through spectral information. This allows the system to separate materials that may appear identical to the human eye.
For example, clear PET and other transparent plastics may look similar visually, but NIR technology can identify their different polymer structures.
This makes NIR-based sorting essential for producing cleaner recycled materials and improving recycling efficiency.
AI Vision: Intelligent Recognition for Complex Sorting Tasks
AI vision technology has improved the ability of optical sorting machines to handle complicated material streams.
Instead of depending only on predefined rules, AI systems can recognize patterns from large amounts of image data and improve decision-making accuracy.
AI vision is especially useful for:
- Complex waste streams
- Irregular materials
- Contaminated recyclables
- Difficult sorting conditions
As artificial intelligence continues to develop, optical sorting systems are becoming more flexible and capable of handling increasingly challenging applications.
Multi-Spectral Imaging: Combining Multiple Detection Methods
As sorting requirements become more complex, a single detection method may not always provide enough information to achieve the desired separation accuracy. This is why modern optical sorting machines increasingly combine multiple sensing technologies to create a more complete understanding of each material.
Multi-spectral imaging combines information from different sensors, such as RGB cameras and NIR detectors, to analyze multiple characteristics simultaneously.
Compared with traditional visual sorting, multi-spectral systems can evaluate:
- Visible color information
- Material composition
- Surface characteristics
- Spectral response differences
This allows the sorting system to identify materials that are difficult to separate using a single technology.
For example, in plastic recycling, two materials may have similar colors and shapes but completely different polymer structures. By combining RGB vision with NIR detection, the machine can make more accurate sorting decisions and improve the purity of recycled output.
As recycling industries move toward higher-quality recycled materials, multi-spectral imaging has become an important technology for improving separation efficiency and reducing material loss.
Applications of Optical Sorting Machines in Recycling and Industrial Processing
Optical sorting technology is now used across many industries because it provides faster, more accurate, and more consistent separation compared with traditional methods.
From plastic recycling to food processing and mineral recovery, optical sorting machines help companies improve product quality while increasing operational efficiency.
Plastic Recycling and Polymer Sorting
Plastic recycling is one of the fastest-growing applications for optical sorting technology.
Modern recycling facilities process large volumes of mixed plastic materials from consumer waste, industrial production, and post-processing operations. These materials often contain different polymers, colors, and contamination levels.
Optical sorting machines help recyclers separate:
- PET bottles
- HDPE containers
- PP plastics
- Mixed polymer streams
- Plastic flakes and pellets
By accurately identifying different materials, optical sorting systems help produce higher-purity recycled plastics that can be used for more demanding applications.
For example, sensor-based sorting solutions can combine optical detection, NIR identification, and intelligent recognition algorithms to separate polymers and remove unwanted contaminants from recycling streams.
Bottle Sorting and Plastic Flake Purification
In plastic recycling operations, sorting can take place at different processing stages.
Whole Bottle Sorting
Before crushing and washing, optical sorting machines can inspect complete bottles and separate them according to:
- Polymer type
- Color
- Foreign material contamination
This helps recycling facilities create cleaner input materials for downstream processing.
Plastic Flake Sorting
After crushing and washing, plastic flakes may still contain unwanted materials, including:
- Different colored flakes
- Non-target polymers
- Labels and residues
- Small contaminants
Flake sorting systems use advanced optical technologies to remove these impurities and improve recycled material quality.
High-purity flakes are especially important for applications requiring consistent performance, such as recycled packaging, textile fibers, and industrial materials.
Food Processing and Agricultural Sorting
Although plastic recycling is a major application, optical sorting technology has been widely used in food and agricultural processing.
Food processors use optical sorting machines to identify and remove:
- Discolored products
- Damaged materials
- Foreign objects
- Quality defects
For grains, seeds, and agricultural products, color and shape recognition help maintain product consistency and improve food safety.
Mining and Mineral Processing
Sensor-based sorting technology is also used in mineral processing to improve resource recovery.
In mining applications, advanced sensors can analyze differences between valuable materials and waste rock. By removing unwanted material before further processing, mining companies can reduce energy consumption and improve overall efficiency.
While some mineral sorting applications use technologies beyond optical detection, such as X-ray-based sensing, they follow the same principle of sensor-driven material identification and automated separation.
How to Choose the Right Optical Sorting Machine for Your Business
Selecting the right optical sorting machine requires more than comparing equipment price or processing capacity. The best solution depends on your material characteristics, production goals, and required output quality.
Before investing in sorting equipment, consider the following factors.
1. Understand Your Material Characteristics
Different materials require different detection technologies.
Before choosing a machine, evaluate:
- What materials need to be separated?
- Is the separation based on color, shape, or material composition?
- Are the incoming materials clean or heavily contaminated?
- What level of purity is required?
For example, a plastic recycling line may require NIR technology to identify polymers, while a color-based application may mainly rely on RGB cameras.
2. Evaluate Sorting Accuracy and Material Recovery
Sorting accuracy directly affects the value of the final product.
A suitable optical sorter should provide:
- High detection accuracy
- Low loss of valuable materials
- Stable performance during continuous operation
For recycling companies, improving purity is not only about quality control. It can also increase the commercial value of recovered materials.
3. Match the Machine Capacity with Your Production Line
Processing capacity is another important consideration.
The equipment should match:
- Material flow rate
- Required throughput
- Conveyor or chute dimensions
- Existing production line design
An oversized or undersized machine may reduce efficiency and increase operating costs.
A properly configured optical sorting system should work smoothly with the entire production process.
4. Consider Supplier Experience and Technical Support
Optical sorting equipment combines mechanical systems, sensors, software, and automation technology. Professional support is important for long-term operation.
When selecting a supplier, consider:
- Industry experience
- Equipment customization capability
- Software support
- Maintenance service
- Spare parts availability
A reliable supplier can help optimize sorting parameters, improve machine performance, and provide solutions when material conditions change.
FAQs About Optical Sorting
What is an optical sorting machine used for?
An optical sorting machine is used to automatically identify and separate materials based on characteristics such as color, shape, transparency, and material composition. It is widely used in plastic recycling, food processing, agriculture, and industrial material recovery.
How does optical sorting improve recycling efficiency?
Optical sorting improves recycling efficiency by automatically identifying unwanted materials and separating valuable resources with high accuracy. This reduces manual labor, improves material purity, and increases the recovery value of recycled products.
What sensors are used in optical sorting machines?
Modern optical sorting machines may use different sensor technologies depending on the application, including RGB cameras, NIR sensors, multi-spectral imaging, and AI-based recognition systems.
Can optical sorting machines identify different types of plastics?
Yes. Optical sorting machines equipped with NIR technology can identify different polymer types, including PET, HDPE, PP, and PE, even when materials have similar colors or appearances.
What is the difference between optical sorting and color sorting?
Color sorting mainly focuses on visible differences such as color and appearance. Optical sorting is a broader technology that can analyze additional characteristics, including material composition and spectral information.
How do I choose the right optical sorter for my recycling line?
The right optical sorter depends on your material type, required purity level, processing capacity, and sorting objectives. A professional supplier can help determine the correct sensor combination and machine configuration for your application.
Summary
Optical sorting has transformed the way industries separate materials by replacing traditional manual inspection and basic mechanical methods with intelligent, sensor-based automation.
From RGB cameras and NIR detection to AI recognition and multi-spectral imaging, modern optical sorting machines provide higher accuracy, faster processing, and improved material recovery.
For companies investing in recycling and automated processing systems, selecting the right sorting technology is an important step toward improving efficiency and maintaining long-term competitiveness.
By understanding how optical sorting works, where it is applied, and which factors influence equipment selection, businesses can make more informed decisions when upgrading their production lines.
PolySorter provides advanced optical sorting solutions designed for modern recycling and material processing applications. Through intelligent recognition technologies and customized sorting configurations, PolySorter helps customers improve sorting efficiency, increase material purity, and build more sustainable processing operations.



